Styli wear patterns gallery
| Round off tip, or blunt tip. (75x, nomarski) |

This type of wear is created during the engraving process. The original sharp tip wears down as it is being used longer, or more intensive, and finally becomes blunt. In some cases it will wear down and form a sort of a radius shape.
______________________________________________________________________
|
| Cutting edge wear. (75x, nomarski) |

The part of the tool which is used for cutting (engraving ) can be defined as the cutting edge .Engraving a copper cylinder is actually a cutting or lathe process, and therefore you can define the two sides of the tip as a cutting edge . Like the tip, the cutting edge is subject to a similar wear process. The edge will wear down more as it is being used longer or more intensive. In practice this means that the edge will round off and become blunt.
|
______________________________________________________________________
|
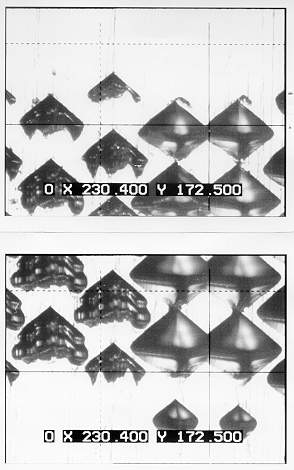
Crater wear. (75x, nomarski)


During th engraving, the diamond is being used to cut a cell shape in a copper cylinder. During this cutting process, cell material that is actually cut out of the cylinder, flows along the tip and sides of the styli. Due to this flow of chip material the clearances and rake will wear down. As tools are being used for a longer period, this type of wear will increase.
By the shape of the wear pattern on the rake of the diamond, one can sometimes tell the direction of the air flow, for chip removal. Sometimes the wear shape can also tell something about the cell symmetry.
(Note: on the 1st picture, the black silhouettes are remains of copper engraved cells.)
|
_____________________________________________________________________
|
Clearance wear. (50x, nomarski)+(300x, nomarski)


Theoretically the clearances, or relief angles, of the styli are these parts of the tool tip that during cutting are not in contact with the cylinder. Though it is subject to wear in two ways; the clearance comes in touch with the copper as the tip cuts in and out of the cylinder due to which it will wear. The second way is that due to the chip removal, and chips flowing over the clearances, crater wear will develop on these parts of the styli.
|
______________________________________________________________________
|



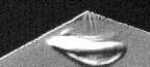
Chips break out of the tip and cutting edge of the diamond . This phenomenon can be due to several different causes. The tool is vibrating during cutting. The tool is bumping instead of a making gentle cutting motion. Diamond is very hard but also brittle and sensitive for vibration. An inferior diamond quality or a bad cutting quality can also contribute to this phenomenon. Stress in the diamond, inclusions, disturbances in the crystal lattice can all have a negative effect on the quality of the diamond as a tool. The last cause of chipping can be found in very long or intensive use.
The tip and edges will wear down completely and become blunt, due to which cutting forces will rise and result into chipping.
As can be seen on the 2nd and 3rd picture (taken from one single tool), the chip doesn't always break down deeply but can be big though shallow.
|
______________________________________________________________________
|
| Very light chips on tip. (150x, nomarski) |
Tiny pieces or particles of diamond break out of the tip and the edge. See also "Chips".
|
______________________________________________________________________
|
| Very light chips on tip. (150x, nomarski) |


This type of damage can originate in the same way as described above. Big difference is that the sides are not used for cutting . This type of damage is not process related. It can be caused by cleaning the tool tip due to which the diamonds are damaged.
|
______________________________________________________________________
|
| Form wear. (150x, nomarski) |

This type of wear can be characterised as a deformation of the original shape. It is caused by the wearing of the tip and sides. Form wear will appear only after long use and has an effect on the quality of the engraved cells and their shape. This wear type can give information on the symmetry. When one side is more worn than the other, this can indicate that it is not cutting well. As a result it will not cut symmetric cells.
|
______________________________________________________________________
|
| Fractured tip .(75x, nomarski) |


| | The tip of the diamond is completely broken. The cause of this must be found in a complex whole of different parameters. All previously mentioned factors, all process parameters (of making and using diamond tools) plus the quality of the copper cylinder can have an effect, or have influence on each other. The differences between chips and fractures are subtle.
______________________________________________________________________
|
| Fracture of diamond in the direction of the cleavage plane of the crystal . (75x, nomarski) |

One of the properties of diamond is the difference in hardness in different directions of the crystal. In some directions diamond can easy be cleaved while in some directions this is nearly impossible. These differences in hardness are related to the orientation of the crystal lattice. In some cases the diamond breaks during use in the direction or along such a cleavage plane. Because it breaks along the cleavage plane of the diamond a new sharp tip is being formed with a different included angle. The cause for this can be found in a combination of physical properties of the diamond, and all previous named causes which can lead to fracture.
|
______________________________________________________________________
|
| Burr cutter (75x, nomarski) |
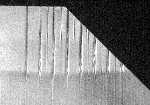
An example of typical wear on burr cutters. The regularity of the distances between the wear lines are very common on burr cutters and shoes.
|
______________________________________________________________________
|